
Peso fino a 28 ton Lunghezza fino a 19m
La nostra vasca:
- Lunghezza di 16,5 m
- Larghezza di 2,8 m
- Profondità di 3,4 m
Questi rapporti dimensionali permettono il trattamento di elementi di grandi dimensioni (lunghezze massime zincabili 19 m con peso fino a 28.000 kg) con elevato standard qualitativo.





Ti interessa questo tipo di lavorazione?
Guarda il video
Dimensioni, peso
e geometria
I limiti dimensionali nel settore della zincatura a caldo sono stati superati negli ultimi anni con la costruzione di vasche di zincatura che permettono il trattamento su elementi di dimensioni eccezionali.
A questo si deve inoltre aggiungere la sempre maggiore capacità di movimentazione di elementi con pesi siperiori alle 25t.
Tali dimensioni comportano per progettisti e committenti la possibilità di eseguire il trattamento di zincatura a caldo anche su manufatti che finora, per limiti degli impianti, non era stato possibile trattare.
I settori maggiormente coinvolti sono quelli delle infrastrutture (ponti e costruzioni) e impiantisitca varia.
L’efficacia e la performance anticorrosiva della zincatura a caldo, aggiunta alla possibilità di aumentare le dimensioni e il peso da sottoporre al trattamento, possono aprire nuovi orizzonti alle scelte progettuali.
È di fondamentale importanza, quando si affrontano nuovi sviluppi sulle costruzioni zincate, la collaborazione tra progettista, carpentiere e zincatore.
Esempio di zincatura a caldo
di manufatti straordinari
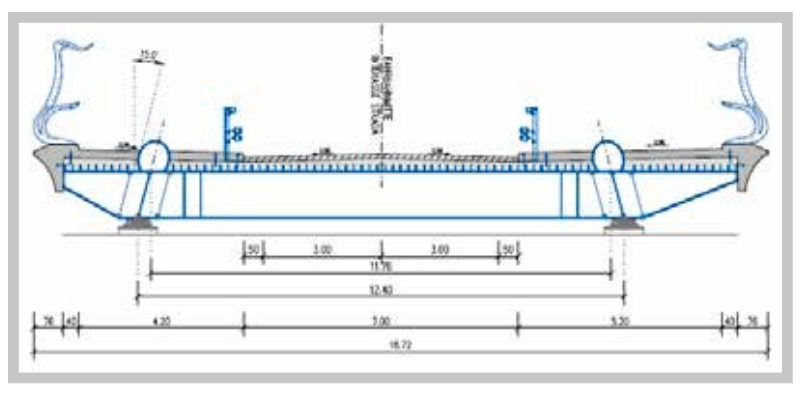
Sovrappasso autostradale Vadena sulla A22 del Brennero
Dimensione dell’impalcato:
Lunghezza 47,20
La struttura metallica, per scelta del committente finale, doveva essere zincata a caldo e verniciata.
Fattibilità
Suddivisione dell’impalcato in elementi zincabili per dimensione
Valutazione degli ingombri per minimizzare il numero degli elementi da saldare in opera
Scelta dell’acciaio per idoneità alla zincatura
Ricerca in commercio di lamiere con determinate proprietà meccaniche e allo stesso tempo con caratteristiche chimiche idonee alla zincatura
Operazione di saldatura in opera dei conci
Necessità di proteggere i lembi dei conci per fornire ai saldatori le superfici di accoppiamento pulite e prive di zinco

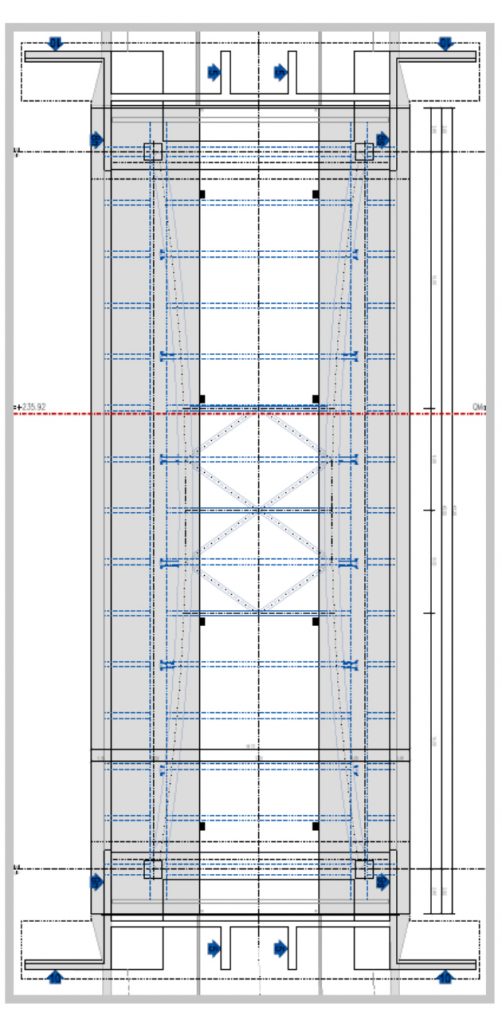
Suddivisione dell’impalcato in elementi zincabili per dimensione e ingombro
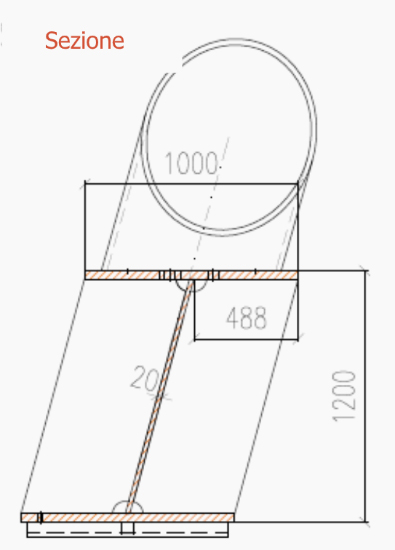
Ognuna delle due travi principali del ponte, successivamente al confronto tra progettista carpentiere zincatore, è stata suddivisa in 3 elementi con un ingombro massimo di 2710×2207 mm per una lunghezza di circa 15000mm. Ogni concio della trave pesava tra le 20 e 22t.
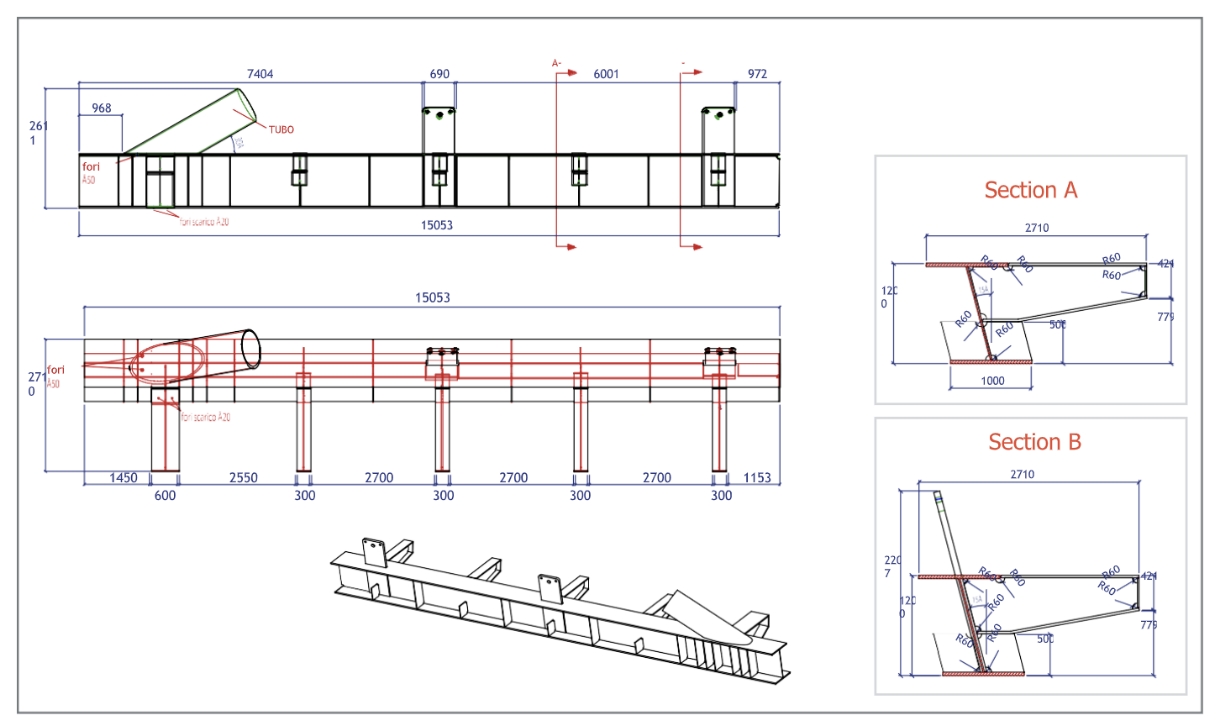
Scelta dell’acciaio per idoneità alla zincatura
Le travi saldate del ponte sono state costruite utilizzando lamiere con sp.40 e 20 mm. La scelta di acciai idonei alla zincatura risulta fondamentale soprattutto su questi elementi: la massa di ogni elemento è tale da necessitare dei tempi di immersione molto lunghi (20 minuti contro i normali 2÷5 per materiale semplici). Queste tempistiche determinano già da loro sole la formazione di spessori di zinco molto elevati che danno si elevate garanzie anticorrosive ma sono estremamente fragili.
Operazione
di saldatura
in opera dei conci
La saldatura di profili zincati a caldo non è consigliabile. Per permettere questa operazione in cantiere si è quindi proceduto all’utilizzo di una particolare vernice nei punti destinati all’accoppiamento: la vernice determina una barriera alla formazione del mantello protettivo di zinco, lasciandol’area sostan- zialmente grezza. Sotto si può leggere la procedura che è stata determinata appositamente per questo progetto.
Ponte di Vadena
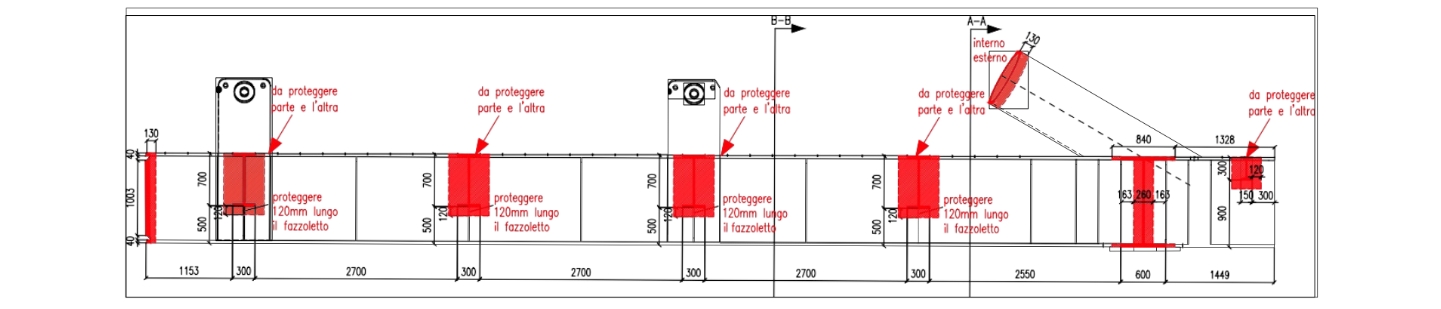
Riportiamo di seguito la procedura generale per la protezione delle aree che interessano la successiva saldatura in cantiere:
1. Identificazione delle aree interessate al trattamento di protezione con vernice per evitare la formazione del mantello di zinco.
2. Pulizia meccanica delle aree indicate per la preparazione alla deposizione dello strato di vernice.
3. Deposizione di vernice idonea (es. W&S Antizink) sulle aree indicate. La funzione della vernice è quella di creare una barriera con il substrato di acciaio per non permettere la formazione del mantello protettivo di lega Fe-Zn.
4. Trattamento di zincatura a caldo per immersione.
5. Pulizia meccanica delle aree interessate per eliminare residui di vernice.