
Greutate: până la 28 tone - Lungime: până la 19 m
Baia nostră de zincare la cald:
- Lungime 16,5 m
- Lățime 2,8 m
- Adâncime 3,4 m
Aceste dimensiuni permit zincarea la cald a elementelor mari (lungimi maxime ale pieselor – 19 m cu greutate de până la 28.000 kg) la standarde înalte de calitate.





privește videoclipul
Dimensiuni, greutate
și geometrie
Limitele dimensionale în sectorul zincării la cald au fost depășite în ultimii ani, odată cu producerea de băi de zincare la cald care permit tratamentul elementelor de dimensiuni excepționale.
La aceasta trebuie adăugată și capacitatea tot mai mare de manipulare a elementelor cu greutăți mai mari de 25tone.
Aceste dimensiuni implică pentru proiectanți și clienți posibilitatea de a efectua zincarea la cald chiar și pentru produse care până acum, din cauza limitelor fabricilor, nu au fost posibile.
Sectoarele cele mai avantajate sunt: infrastructura (poduri și construcții), diverse alte activități.
Eficacitatea și performanța anticorozivă a zincării la cald, adăugate la posibilitatea de a crește dimensiunea și greutatea pieselor, pot deschide noi orizonturi pentru alegerile proiectanților.
Este de o importanță fundamentală, atunci când se confruntă cu noi oportunități de confecții zincate la cald, colaborarea dintre proiectant, producatorul de confecții metalice și zincator.
Exemplu de zincare la cald
a unor piese excepționale
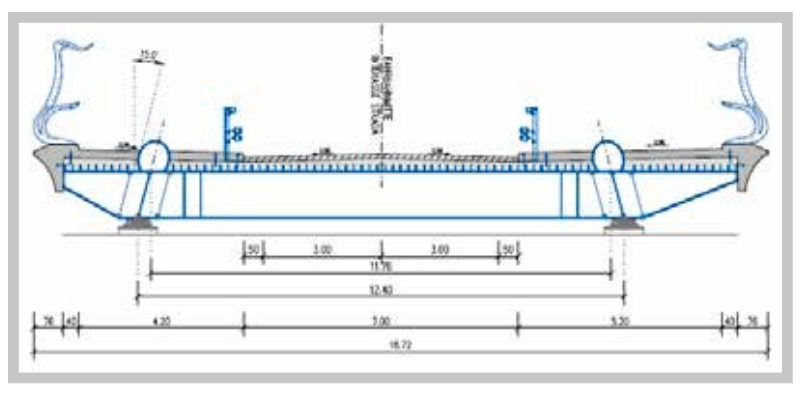
Pasajul superior al autostrăzii Vadena de pe autostrada A22 Brenner
Dimensiunile pasajului:
Lungime 47,20 m
Protecția anticorozivă, ce trebuie aleasă de clientul final, trebuia să fie: zincat la cald și vopsit.
Fezabilitate
Compartimentarea pasajului în elemente pentru zincare la cald, după mărime
Evaluarea pieselor pentru a minimiza numărul de elemente ce urmează să fie sudate la fața locului
Alegerea oțelului adecvat zincării la cald
Cercetări de piață privind anumite proprietăți mecanice și, în același timp, caracteristici chimice adecvate pentru zincarea la cald a oțelului
Operațiunea de sudare la fața locului a segmentelor
Necesitatea de a proteja marginile pieselor pentru a oferi sudorilor suprafețe de îmbinare curate, fără zinc

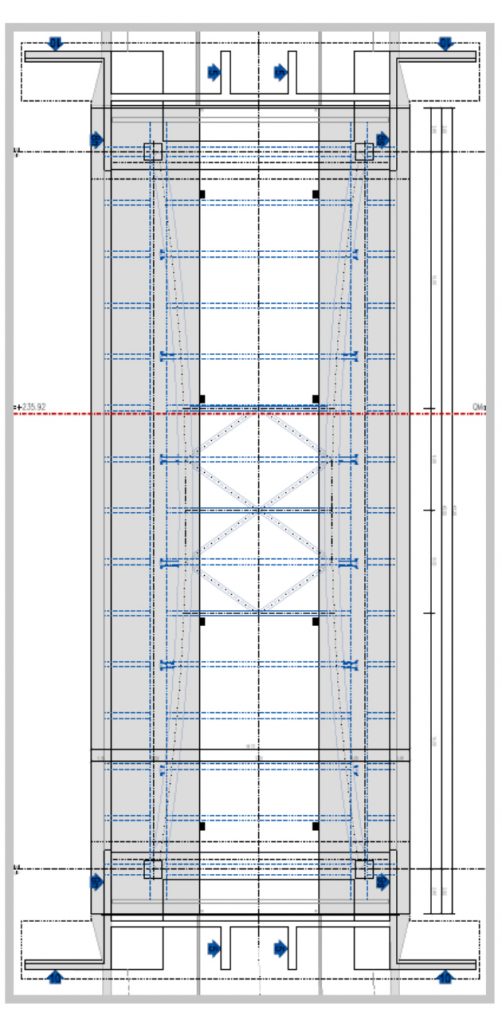
Subdivizarea pasajului în elemente pentru zincare la cald în funcție de greutate și dimensiune
Fiecare dintre cele două grinzi principale ale podului, în urma discuțiilor dintre proiectant – producătorul confecției metalice – zincator, a fost împărțită în 3 elemente cu dimensiuni maxime de 2710 x 2207 mm și o lungime de aproximativ 15000 mm. Fiecare din aceste elemente cântărind între 20 și 22 tone
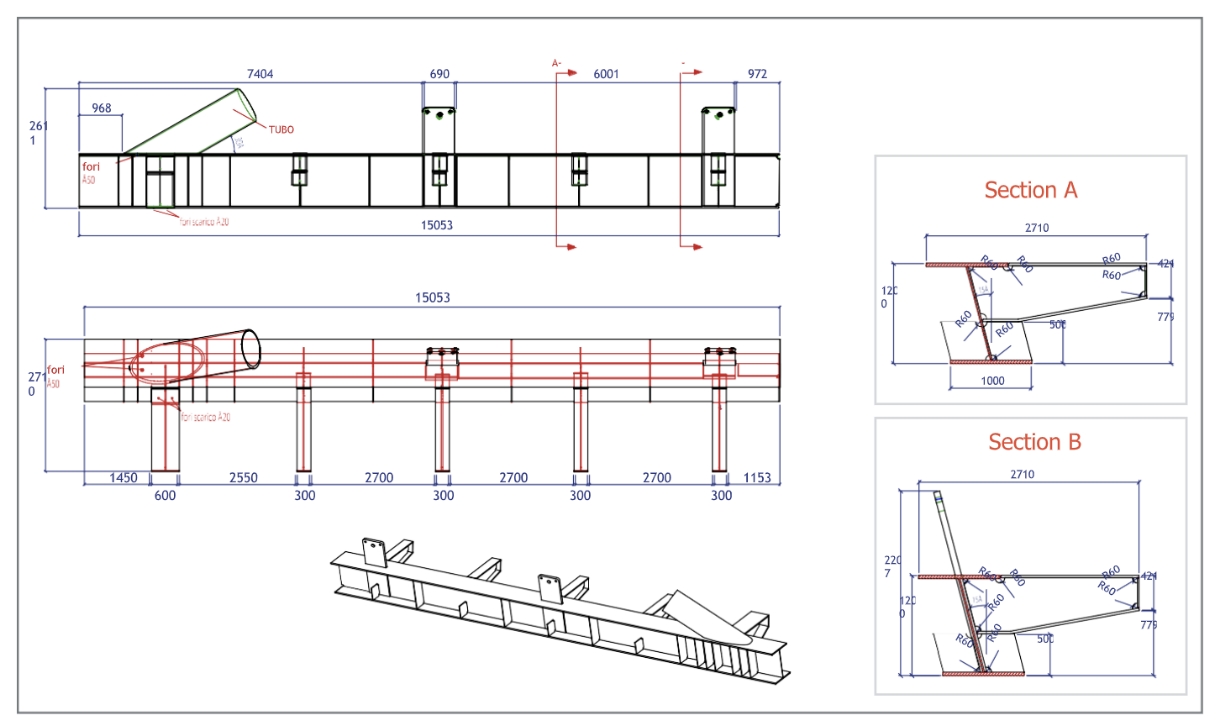
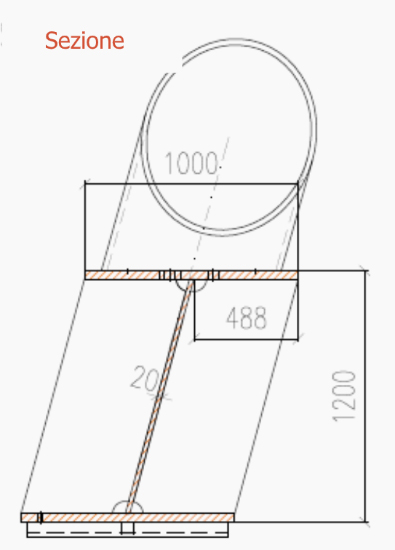
Alegerea oțelului adecvat zincării la cald
Grinzile sudate ale podului au fost construite folosind tablă cu grosimea de 40 și 20 mm. Alegerea oțelurilor potrivite pentru zincarea la cald este fundamentala în special pentru aceste elemente: masa fiecăruia este de așa natură încât necesită timpi de imersie foarte lungi (20 minute față de normal unde avem 2÷5 pentru materiale simple). Acești timpi de imersie determină deja de la sine formarea de grosimi foarte mari de zinc care oferă garanții anticorozive ridicate dar sunt extrem de fragile.
Operațiunea de sudare la
fața locului a segmentelor
Sudarea profilelor galvanizate la cald nu este recomandată. Pentru a permite această operațiune la fața locului, în punctele destinate cuplarii s-a folosit, așadar, o anumită vopsea: vopseaua creează o barieră în calea formării stratului protector de zinc, lăsând zona substanțial brută. Mai jos puteți citi procedura care a fost stabilită special pentru acest proiect.
Podul Vadena
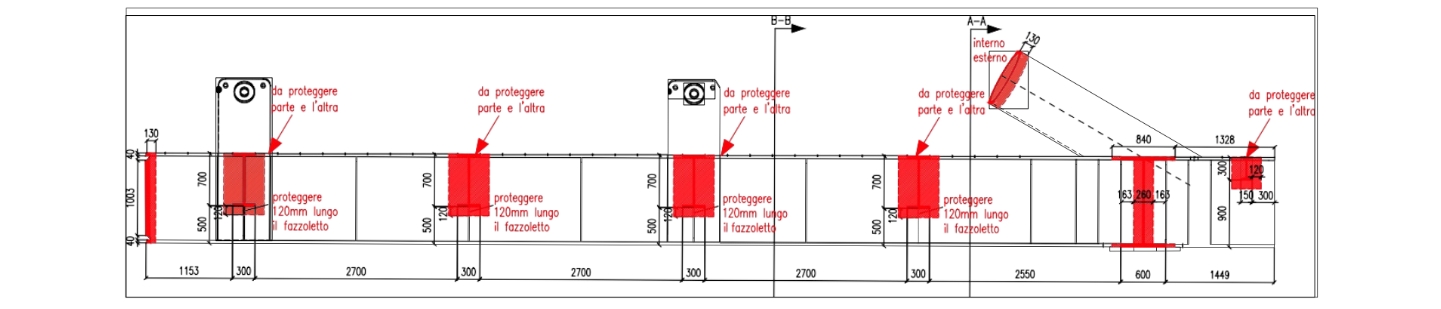
Mai jos este procedura generală pentru protecția zonelor care implică sudarea ulterioară, la fața locului:
1. Identificarea zonelor implicate în tratamentul de protectie cu vopsea pentru evitarea formarii stratului de zinc.
2. Curățarea mecanică a zonelor indicate pentru pregătirea în vederea aplicării stratului de vopsea.
3. Aplicarea vopselei adecvate (de exemplu, W&S Antizink) pe zonele indicate. Utilitatea vopselei este aceea de a crea o barieră pe oțel pentru a preveni formarea stratului de protecție, a aliajului Fe-Zn.
4. Tratamentul zincării la cald în vederea imersiei.
5. Curățarea mecanică a zonelor afectate pentru a elimina reziduurile de vopsea.